Table of Contents
- What Is a Wiring Harness?
- Wire Harness vs Cable Assembly
- Key Components of a Wire Harness
- How Wire Harnesses Are Manufactured
- Types of Wire Harnesses
- Materials Used in Wire Harness Construction
- Industries and Applications
- Benefits of Using Wire Harnesses
- Common Issues and Troubleshooting
- How to Inspect and Maintain Wire Harnesses
- Design Considerations
- Future Trends in Wire Harness Technology
- FAQ
What Is a Wiring Harness?
A wiring harness is an organized bundle of wires, cables, and connectors that transmits electrical power and signals throughout a system. Think of it as the nervous system of any piece of electrical equipment — it routes electricity where it needs to go, keeps everything tidy, and protects the wiring from damage.
Instead of running dozens or hundreds of individual wires point-to-point — which would be a nightmare to install, troubleshoot, and maintain — a harness groups them into a single, manageable assembly. Each wire is cut to length, terminated with the correct connector, and bound together with ties, tape, or sleeving.
You’ll find wire harnesses in practically everything with an electrical system: your car, an MRI machine, a factory robot, a commercial jet, a server rack. If it has more than a handful of wires, there’s almost certainly a harness inside.
The term itself is straightforward once you picture it. Wires are “harnessed” together — bundled, routed, and secured — so they behave as one unit rather than a tangled mess. A well-designed harness also includes labeling, so technicians can identify each circuit without tracing wires by hand.

Wire Harness vs Cable Assembly: Clearing Up the Terminology
People toss around “wire harness,” “cable harness,” and “cable assembly” as if they’re interchangeable. They’re not. The distinction matters when you’re specifying parts or talking to a manufacturer.
Wire harness and cable harness are the same thing. The industry uses both terms, though “wire harness” is more common in North America and “cable harness” appears more often in European documentation. No functional difference — just regional preference.
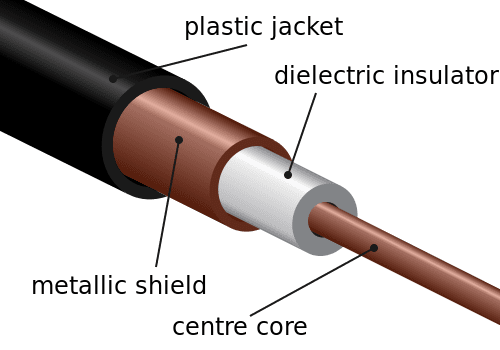
A cable assembly is different. A cable assembly is typically a single cable (or small group of cables) with connectors on both ends, designed to connect two specific points. It’s usually simpler, shorter, and built to handle a particular environment — think of the USB cable connecting your phone to a charger, or the coaxial cable running from an antenna to a receiver.
Here’s the practical distinction:
| Feature | Wire Harness | Cable Assembly |
|---|---|---|
| Complexity | Multiple branches, many terminations | Usually point-to-point, fewer branches |
| Protection | Ties, loom, conduit, tape | Often a single heavy-duty outer jacket |
| Environment | Internal to equipment or protected areas | Often exposed to elements |
| Typical use | Organizing internal wiring of a system | Connecting two devices or subsystems |
| Customization | Highly customized per application | More standardized, off-the-shelf options common |
In short: a cable assembly connects things. A wire harness organizes the guts of a thing.
When you’re sourcing either one, be specific about which you need. A manufacturer that specializes in custom wire harnesses may or may not also produce cable assemblies — the tooling and testing requirements differ.
Key Components of a Wire Harness
Every wire harness is built from the same basic building blocks. Understanding these components helps you specify the right harness and spot quality issues before they become field failures.
Wires and Conductors
The wire itself is the core of any harness. Conductor material, gauge (thickness), strand count, and insulation type all affect performance. Copper dominates the industry — it’s conductive, ductile, and cost-effective. Aluminum shows up in weight-sensitive applications like aerospace and EVs, though it requires larger cross-sections and special termination techniques to avoid galvanic corrosion.
Connectors and Terminals
Connectors mate the harness to devices, sensors, power sources, and other harnesses. They range from simple spade terminals to multi-pin sealed connectors with locking mechanisms. Terminal selection depends on current rating, mating cycles, environmental sealing requirements, and whether the connection needs to be serviceable or permanent.
Crimp quality is the single biggest predictor of harness reliability. A poorly crimped terminal — too loose, too tight, or misaligned — will fail. Period. IPC/WHMA-A-620 sets the standard for acceptable crimp quality, and any reputable manufacturer certifies their operators to it.
Insulation
Insulation prevents short circuits and protects against environmental factors. Common materials include PVC (general purpose, cost-effective), XLPE (cross-linked polyethylene, better heat resistance), silicone (high-temperature flexibility), and PTFE/Teflon (extreme temperature and chemical resistance). The choice depends on operating temperature, voltage, and chemical exposure.
Protective Sleeving and Conduit
The outer layer of a harness protects the bundle from abrasion, heat, moisture, chemicals, and electromagnetic interference. Options include:
- Split loom — corrugated plastic tubing, slit for easy installation, good general-purpose protection
- Braided sleeving — expandable mesh, excellent flexibility and abrasion resistance
- Heat-shrink tubing — seals connections against moisture and provides strain relief
- Conduit — rigid or flexible metal/plastic pipe for maximum mechanical protection
- Spiral wrap — helical plastic wrap, easy to apply and remove for service access
Ties, Tape, and Lacing
These hold the bundle together. Cable ties (zip ties) are fast and cheap. Tape wrapping — typically PVC, cloth, or PET fleece — provides noise dampening and abrasion protection. Lacing cord (waxed nylon or Nomex) is still used in aerospace and military applications where zip ties can’t handle the temperature or vibration.
Labels and Marking
Every wire and connector should be identifiable. Heat-shrink labels, self-laminating labels, or direct printing on the wire insulation allow technicians to trace circuits during installation and troubleshooting. A harness without labeling is a troubleshooting nightmare waiting to happen.
Shielding
In applications where electromagnetic interference (EMI) is a concern — medical devices, aerospace avionics, industrial motor drives — individual wires or the entire bundle may be wrapped in a conductive shield (braided copper, aluminum foil, or both). The shield drains to ground, preventing noise from coupling into signal lines.
How Wire Harnesses Are Manufactured
Wire harness manufacturing follows a structured process. Skipping steps or cutting corners at any stage produces harnesses that fail in the field — and field failures are exponentially more expensive than catching defects at the factory.
Step 1: Design and Engineering
Everything starts with the electrical schematic. The design engineer defines the system’s electrical functions, load requirements, and connection points. From there, the harness design takes shape — wire gauges, connector types, routing paths, branch points, and protective coverings are all specified.
Modern harness design uses specialized EDA (Electronic Design Automation) software. The 2D schematic gets translated into a 3D routing model that accounts for the physical space the harness will occupy. This is where designers catch interference issues — a harness that looks fine on a flat drawing might rub against a sharp bracket or sit too close to a heat source in the real assembly.
Step 2: Prototyping
Before committing to production, a prototype harness gets built and tested. The prototype validates the design — does it fit? Do the connectors mate properly? Are the wire lengths correct? Prototyping catches issues that simulations miss.
Step 3: Cutting and Stripping
Production starts in the cutting area. Automated wire processing machines cut each wire to the specified length and strip the insulation from both ends. For high-volume production, these machines run continuously, processing thousands of wires per shift. Accuracy here is critical — a wire that’s 5mm too short won’t reach its connector, and one that’s too long creates slack that can snag or chafe.
Step 4: Crimping and Termination
Stripped wire ends get terminated with the specified terminals or connectors. Crimping is the most common termination method — a mechanical press deforms the terminal barrel around the wire strands, creating a gas-tight electrical connection. Crimp force, crimp height, and pull strength are all monitored. Many manufacturers use crimp force monitoring (CFM) systems that detect bad crimps in real time.
Soldering is used where crimping isn’t practical — very fine gauge wires, some mil-spec applications, or repairs. But crimping is generally preferred because it’s faster, more consistent, and less prone to operator error.
Step 5: Assembly and Routing
Terminated wires are laid out on a harness board — a full-scale template with pegs that define the routing paths and branch points. Assemblers follow the board to position each wire correctly, then bundle them with ties, tape, or lacing at the specified intervals. Branch-outs are created where the harness splits to serve different connection points.
This is still largely a manual process. Robots struggle with the flexibility and variability of wires, so skilled assemblers do most of the work. A complex automotive harness might take an experienced assembler 30-60 minutes to build.
Step 6: Testing
Every harness gets tested before it leaves the factory. At minimum, this means:
- Continuity testing — verifies each wire connects the right endpoints
- Hi-pot (high potential) testing — applies high voltage to check insulation integrity
- Short circuit testing — confirms no unintended connections between circuits
For critical applications — medical, aerospace, military — testing may also include pull-force testing on crimps, visual inspection under magnification, and environmental stress testing on sample lots.
Step 7: Final Inspection and Packaging
The finished harness gets a visual inspection for cosmetic defects, proper labeling, and correct connector orientation. It’s then packaged to prevent damage during shipping — coiled properly, secured with twist ties, and boxed with desiccant if moisture is a concern.
Types of Wire Harnesses
Wire harnesses aren’t one-size-fits-all. They’re classified by what they do, how they’re built, and what voltage they handle.
By Application
| Harness Type | What It Does |
|---|---|
| Engine harness | Routes ignition, fuel injection, and sensor wiring in the engine bay |
| Dashboard harness | Connects instrument cluster, infotainment, HVAC controls |
| Battery harness | Manages high-current paths with reinforced insulation |
| Body harness | Powers lighting, power windows, door locks, audio |
| Powertrain harness | Covers engine and transmission interface wiring |
| HVAC harness | Powers heating, ventilation, and air conditioning modules |
| Sensor harness | Carries analog and digital signals from sensors to control units |
| ADAS harness | Handles high-bandwidth sensor and camera data for autonomous driving systems |
| Industrial automation harness | Connects actuators, sensors, and controllers in factory equipment |
By Construction
| Harness Type | Key Feature |
|---|---|
| Flat harness | Low profile for tight spaces |
| Circular harness | Coiled around a center axis for rotational movement |
| Bifurcated harness | Splits into multiple branches |
| EMI shielded harness | Includes conductive shielding against electromagnetic interference |
| RF harness | Built for high-frequency signal integrity |
| Fiber optic harness | Uses optical fiber for data transmission |
By Voltage Level
Voltage classification determines insulation requirements, connector specifications, and safety standards.
| Voltage Class | Range | Typical Wire Gauge | Insulation Material | Max Temp Rating | Typical Current |
|---|---|---|---|---|---|
| Low Voltage | 0–50V | 22–30 AWG | PVC, TPE | 80–105°C | 0.5–5A |
| Medium Voltage | 50–300V | 16–20 AWG | XLPE, Irradiated PVC | Up to 125°C | 5–25A |
| High Voltage | 300–1000V | 8–12 AWG | Dual XLPE, Silicone | 150–200°C | 25–300A |
Low-voltage harnesses dominate in sensors, diagnostic circuits, and consumer electronics. Medium-voltage harnesses appear in industrial control panels and machinery. High-voltage harnesses are the domain of electric vehicles, battery systems, and power distribution — and they’re the fastest-growing segment of the market.
Materials Used in Wire Harness Construction
Material selection directly impacts harness performance, lifespan, and cost. Here’s what goes into each layer:
Conductors
- Copper — The industry standard. High conductivity (~58 MS/m), excellent ductility, proven crimp performance. Used in 90%+ of commercial harnesses.
- Tin-plated copper — Adds corrosion resistance. Standard for automotive and marine applications.
- Silver-plated copper — Maximum conductivity, used in high-frequency and aerospace applications where signal loss is unacceptable.
- Aluminum — 60% lighter than copper, about 60% of the conductivity. Requires larger gauge and special terminals. Growing in EV applications for weight savings.
Insulation Materials
- PVC (Polyvinyl Chloride) — Cost-effective, flexible, rated to 105°C. The workhorse of general-purpose harnesses.
- XLPE (Cross-linked Polyethylene) — Better heat resistance (125°C), improved chemical resistance. Common in automotive engine compartments.
- Silicone — Extremely flexible at low temperatures, rated to 200°C. Used in high-temperature zones and medical devices.
- PTFE (Teflon) — Rated to 260°C, excellent chemical resistance. Aerospace and military applications.
- TPE (Thermoplastic Elastomer) — Good flexibility, recyclable. Growing in consumer electronics.
Protective Sleeving
- Polyethylene split loom — General purpose, -40°C to 125°C
- PA (Nylon) braided sleeving — High abrasion resistance, -70°C to 150°C
- PET braided sleeving — Lightweight, good flexibility, to 150°C
- Silicone-coated fiberglass — Extreme temperature, to 260°C continuous
- Metal conduit (stainless steel or aluminum) — Maximum mechanical protection
Connector Materials
- Nylon 6/6 — Most common connector housing material, good mechanical strength
- PBT (Polybutylene Terephthalate) — Better heat resistance than nylon
- PPS (Polyphenylene Sulfide) — High-temperature, chemical resistant
- Metal shells (aluminum, stainless steel) — EMI shielding and extreme environments
Industries and Applications
Wire harnesses show up wherever electricity needs organized routing. Here are the major sectors:
Automotive
The automotive industry is the largest consumer of wire harnesses. A modern vehicle contains anywhere from 2,000 to 5,000 individual wires, totaling 1.5 to 5 kilometers of wiring. Everything from the engine control unit to the taillights runs through harnesses.
Custom automotive wire harnesses must handle extreme temperature swings (-40°C cold starts to 125°C+ in the engine bay), constant vibration, and exposure to oil, fuel, and road salt. The shift to electric vehicles is pushing voltage requirements from 12V to 400V and 800V systems.
Aerospace and Aviation
Weight is everything in aerospace. Every gram saved in wiring translates to fuel savings over the aircraft’s lifetime. Aerospace wire harnesses use lightweight conductors, high-temperature insulation (PTFE, polyimide), and lacing cord instead of plastic ties. They’re built to standards like AS50881 and must survive extreme temperature cycling, altitude pressure changes, and vibration profiles that would destroy a commercial harness.
Medical Devices
Medical harnesses connect patient monitors, imaging equipment, surgical tools, and diagnostic devices. The requirements are unforgiving: zero failure tolerance, biocompatible materials where patient contact is possible, and compliance with ISO 13485 and IEC 60601. Medical wire harnesses often use silicone insulation for flexibility and sterilizability.
Industrial Automation
Factory floors are harsh. Industrial wire harnesses face oil mist, metal shavings, constant flexing in cable tracks, and electromagnetic noise from VFDs and motors. They need robust connectors, oil-resistant insulation, and often EMI shielding. A failed harness on a production line can cost thousands per minute in downtime.
Telecommunications
Server racks, base stations, and networking equipment all depend on harnesses for power distribution and data signal routing. Density is the challenge — fitting hundreds of connections into a 1U rack space without creating a thermal problem.
Renewable Energy
Solar inverters, wind turbine nacelles, and battery storage systems all use specialized harnesses. These applications often combine high DC voltage (up to 1500V in utility-scale solar) with outdoor exposure — UV radiation, rain, temperature cycling.
Rail Transit
Trains, subways, and light rail systems use harnesses for traction power, signaling, passenger information systems, and HVAC. Rail applications demand fire safety standards like EN 45545-2, which specifies low smoke, low toxicity, and flame retardance.
Consumer Electronics
Your laptop, TV, and gaming console all contain internal harnesses connecting displays, power supplies, speakers, and sensors. These are typically low-voltage, high-density assemblies with fine-gauge wire and micro connectors.
Benefits of Using Wire Harnesses
Why not just run individual wires? Several reasons:
Faster installation. One harness assembly drops in as a single unit. The alternative — routing and terminating dozens of individual wires — takes 5-10x longer and introduces more opportunities for error.
Reduced errors. A harness built and tested at the factory eliminates the most common installation mistake: connecting the wrong wire to the wrong terminal. Color coding and labeling make it nearly foolproof.
Better space utilization. Bundled wires take up less space than loose ones. In a car dashboard or an aircraft avionics bay, every cubic centimeter counts.
Environmental protection. The harness’s outer covering shields wires from heat, moisture, chemicals, and abrasion. Individual loose wires would need separate protection — more weight, more cost, more complexity.
Easier maintenance. When something fails, a technician can unplug one connector instead of tracing a rat’s nest of individual wires. Labeled harnesses make troubleshooting dramatically faster.
Safety. A properly designed harness reduces the risk of electrical shorts, which reduces the risk of fires. Flame-retardant sleeving adds another layer of protection.
Cost efficiency. While a custom harness has upfront engineering cost, the savings in assembly labor, reduced warranty claims, and faster production throughput typically deliver ROI within the first production run.
Common Issues and Troubleshooting
Even well-built harnesses can develop problems. Here’s what goes wrong most often:
Faulty Connections
The number one failure point in any harness is the crimp. A bad crimp creates resistance, resistance creates heat, and heat eventually causes an open circuit or intermittent failure. Symptoms include: device works sometimes but not others, voltage drop under load, or visible discoloration at the terminal.
Fix: cut off the bad terminal and crimp a new one. Don’t try to “tighten” a bad crimp — it doesn’t work.
Chafing and Abrasion
When a harness rubs against a sharp edge, bracket, or another component, the insulation wears through. Once the conductor is exposed, it can short to ground or to adjacent wires. This is especially common in high-vibration environments like engine compartments.
Prevention: proper routing with adequate clearance, edge guards on sharp brackets, and abrasion-resistant sleeving in wear zones.
Heat Damage
Wires routed too close to exhaust manifolds, turbochargers, or other heat sources can experience insulation breakdown. PVC insulation starts degrading above 105°C; prolonged exposure causes brittleness and cracking.
Prevention: heat shields, standoff brackets, and high-temperature insulation materials in hot zones.
Moisture and Corrosion
Water ingress through unsealed connectors or damaged sleeving causes corrosion on terminals and conductor strands. Corrosion increases resistance and eventually causes open circuits. This is the silent killer — it progresses slowly, and by the time symptoms appear, the damage is often extensive.
Prevention: sealed connectors with proper gaskets, dielectric grease on terminals in wet environments, and drain holes at low points in the harness routing.
Improper Wiring
Sometimes the harness was built wrong from the start — swapped pins, missing circuits, wrong gauge wire. These are manufacturing defects that should be caught in testing, but they slip through with low-quality suppliers.
Prevention: work with manufacturers who test 100% of harnesses and maintain IPC/WHMA-A-620 certification.
Wire Fatigue
In applications with continuous flexing — robotic arms, cable tracks, hinged panels — wires can fatigue and break internally while the insulation looks fine. The break creates an intermittent open circuit that’s maddening to diagnose.
Prevention: use high-strand-count wire (more strands = more flexible), proper bend radius management, and strain relief at flex points.
How to Inspect and Maintain Wire Harnesses
Regular inspection catches problems before they cause downtime. Here’s a practical inspection routine:
Visual Inspection
Walk the harness routing. Look for:
- Discolored or cracked insulation (heat damage)
- Exposed conductor (abrasion)
- Melted or deformed connectors (overheating)
- Corrosion or white powder on terminals (moisture ingress)
- Loose or missing cable ties (vibration)
- Tight bends or kinks (routing issues)
Wiggle Test
With the system powered, physically wiggle connectors, branch points, and areas that flex during operation. Watch for intermittent signals, flickering indicators, or error codes. The wiggle test is the fastest way to find a marginal connection that looks fine when static.
Tug Test
Gently pull on individual wires near their termination points. A properly crimped terminal won’t budge. If the wire stretches, pulls out, or the insulation separates from the terminal, you’ve found a bad crimp.
Continuity Check
Use a multimeter to verify end-to-end continuity on suspect circuits. Compare resistance readings to spec — elevated resistance means corrosion, partial breakage, or a bad crimp somewhere in the path.
Thermal Inspection
An infrared camera or thermal imaging gun can spot hot spots on connectors and terminals. A connector running hotter than its neighbors is almost certainly a high-resistance connection that needs attention.
Preventive Measures
- Keep harnesses clean — dirt and oil accelerate insulation degradation
- Re-secure loose ties and clamps
- Apply dielectric grease to connectors in wet environments during scheduled maintenance
- Replace any harness section showing multiple signs of aging rather than patching individual wires
Design Considerations for Wire Harnesses
Designing a harness isn’t just about connecting point A to point B. Here’s what engineers consider:
Operating Environment
- Temperature range: What’s the coldest start and hottest operating condition? This determines insulation and sleeving materials.
- Moisture exposure: Will the harness see rain, washdown, condensation? If yes, sealed connectors and drain points are mandatory.
- Chemical exposure: Oil, fuel, hydraulic fluid, cleaning solvents — all can attack certain insulation materials. Check chemical compatibility charts.
- UV exposure: Outdoor harnesses need UV-stabilized materials or they’ll become brittle within a few years.
- Vibration profile: High-vibration environments need strain relief, abrasion protection, and connectors with positive locking mechanisms.
Electrical Requirements
- Voltage: Determines insulation thickness and connector voltage rating
- Current: Determines wire gauge — undersized wire causes voltage drop and overheating
- Signal integrity: High-speed data lines may need twisted pairs, shielding, or controlled impedance
- EMI/EMC: Sensitive signal circuits need separation from power circuits and possibly shielding
Mechanical Constraints
- Space envelope: The harness must fit within the available space, including clearance for installation and service access
- Bend radius: Every wire has a minimum bend radius — exceed it and you risk conductor damage
- Routing path: Avoid sharp edges, hot surfaces, moving parts, and pinch points
- Serviceability: Can a technician reach the connectors? Are they keyed to prevent misconnection?
Regulatory and Standards Compliance
Depending on the industry and market, harnesses may need to meet:
- IPC/WHMA-A-620 — The global standard for cable and wire harness assembly quality
- UL standards — Safety certification for the North American market
- IATF 16949 — Automotive quality management
- ISO 13485 — Medical device quality management
- AS50881 — Aerospace wiring installation
- EN 45545-2 — Fire safety for rail applications
- RoHS / REACH — Environmental compliance for the EU market
Cost vs. Reliability Trade-offs
Every design decision has a cost implication. Gold-plated terminals are more reliable than tin-plated but cost 3-5x more. Silicone insulation outperforms PVC but doubles the wire cost. The art of harness design is knowing where to spend and where to save — over-engineering a harness that lives in a climate-controlled cabinet is just as wasteful as under-engineering one that lives in an engine bay.
Future Trends in Wire Harness Technology
The wire harness industry is changing faster than it has in decades. Here’s what’s coming:
High-Voltage EV Architectures
The shift from 12V to 400V and 800V vehicle electrical systems is the biggest disruption in automotive harness history. Higher voltage means thinner wires for the same power (P=VI), which saves weight and copper cost. But it also demands new connector designs, better insulation, and rigorous partial discharge testing. The 800V architecture — pioneered by Porsche Taycan and now spreading across the industry — can reduce harness weight by up to 30% compared to 400V equivalents.
Autonomous Driving Systems
Level 3+ autonomous vehicles add massive data bandwidth requirements. Camera, lidar, and radar sensors generate gigabytes of data per minute, all flowing through harnesses. This drives demand for high-speed data cables (Ethernet, LVDS, coax) integrated into traditional power harnesses. It also demands redundancy — safety-critical circuits need backup paths in case of a single-point failure.
Smart Harnesses
The next generation of harnesses will include embedded electronics — current sensors, temperature monitors, and fault detection circuits built directly into the harness. Instead of waiting for a failure, the harness reports its own health status. For fleet operators, this means predictive maintenance: replace the harness before it fails, not after.
Lightweight Materials
Every kilogram matters in EVs and aircraft. Aluminum conductors, magnesium connector shells, and composite brackets are replacing traditional copper and steel. The challenge is reliability — aluminum requires different termination techniques and is less forgiving of installation errors.
Automation in Manufacturing
Harness assembly has resisted automation because wires are flexible and unpredictable. That’s changing. Vision-guided robots, automated crimp force monitoring, and AI-driven quality inspection are gradually reducing the manual labor content. The fully automated harness factory doesn’t exist yet, but it’s getting closer.
Sustainability
End-of-life recycling for wire harnesses is gaining attention, especially in Europe where regulations are tightening. Copper recovery is straightforward, but separating mixed plastics (PVC, XLPE, nylon, PET) remains difficult. Some manufacturers are moving toward mono-material designs and halogen-free insulation to improve recyclability.
China’s Role in Global Harness Manufacturing
China now accounts for roughly 35% of global wire harness production, driven by its dominant position in automotive and consumer electronics manufacturing. The supply chain advantage is real — proximity to connector, terminal, and wire suppliers reduces lead times and logistics costs. Quality has improved dramatically over the past decade, with top-tier Chinese manufacturers now holding the same certifications (IATF 16949, ISO 13485, IPC/WHMA-A-620) as their Western counterparts. For companies sourcing custom wire harnesses, the combination of certified quality and supply chain efficiency makes China a compelling option.
FAQ
What’s the difference between a wire harness and a cable assembly?
A wire harness bundles multiple wires to organize the internal wiring of a system. A cable assembly is typically a single cable with connectors on both ends, designed to connect two specific points. Harnesses organize; cable assemblies connect.
How long should a wire harness last?
A properly designed and installed harness should last the life of the equipment it serves — 10-20 years in automotive, 30+ years in aerospace. Premature failure usually points to a design flaw, manufacturing defect, or environmental abuse.
Can I repair a damaged wire harness?
Yes, but with caveats. A single damaged wire can be spliced or re-terminated. If multiple wires in a bundle show heat damage, corrosion, or cracking, replace the entire harness section. Patching a failing harness just delays the inevitable.
How much does a custom wire harness cost?
It depends entirely on complexity. A simple 10-wire harness with basic connectors might cost $15-50. A complex automotive engine harness with 200+ circuits, sealed connectors, and high-temperature materials can run $500-2,000+. Volume matters enormously — per-unit cost drops 40-60% when moving from prototype quantities to production volumes.
Are wire harnesses universal?
No. Harnesses are designed for a specific piece of equipment or vehicle platform. Even within the same car model, the harness for the base trim level may differ from the premium trim due to different feature content. This is why harness part numbers are so specific.
What certifications should I look for in a harness manufacturer?
At minimum: IPC/WHMA-A-620 (assembly quality standard). For automotive: IATF 16949. For medical: ISO 13485. For aerospace: AS9100. If the manufacturer can’t show you their certifications, find one that can.
What’s the most common cause of wire harness failure?
Vibration-induced chafing, followed by moisture ingress through unsealed connectors. Together they account for roughly 60-70% of field failures. Both are preventable with proper design and quality manufacturing.
Need a Custom Wire Harness Solution?
Whether you’re prototyping a new product or scaling up production, the right harness partner makes the difference between smooth launches and field failures. OUKETECH specializes in custom wire harnesses built to your exact specifications — from single prototypes to high-volume production runs, with full testing and certification.Contact us for a quote →